

Klare Bäder - optimale Farben
Januar 14, 2025
Optimierte Badpflege für verunreinigte elektrolytische Färbebäder auf der Basis von Zinn(II)-sulfat
Lichtechte Farben von Champagner über Bronze bis Schwarz liegen voll im Trend. Mit zunehmendem Produktionsanteil in Eloxalbetrieben kann dies jedoch zu Qualitätsproblemen führen, da sich immer mehr kolloidale Partikel auf Systemkomponenten und Bauteilen ablagern.
Lichtechte Farben von Champagner über Bronze bis hin zu Schwarz nehmen im Eloxalbetrieb zu. Dies wiederum stellt eine Herausforderung für die Vermeidung von Beschichtungsfehlern aufgrund der erhöhten Anzahl von kollodialen Partikeln dar. Eine optimierte Filtration und Koagulation sind notwendig, um eine gleichbleibend hohe Qualität bei geringem Ressourcenverbrauch zu gewährleisten. Farbbäder zur Einfärbung von eloxiertem Aluminium auf Basis von Zinn(II)-Sulfat werden seit Jahrzehnten in Eloxalanlagen eingesetzt. Mit diesen Bädern werden lichtechte Farben von Champagner über Bronze bis Schwarz hergestellt. Eingefärbte, eloxierte Oberflächen waren lange Zeit auftragsmäßig nicht stark vertreten, was sich aber in den letzten Jahren geändert hat.
Farbige Oberflächen werden sehr häufig in speziellen Anwendungen eingesetzt. Diese verbinden oft hohe optische Ansprüche mit den notwendigen technischen Eigenschaften der schwarzen Oberfläche. Dazu gehören insbesondere der Korrosionsschutz, die isolierenden Eigenschaften der Eloxalschicht und die physikalisch bekannte, bessere Wärmeabstrahlung dunkler Oberflächen. Dabei geht es oft um große Losgrößen, die wiederum zu einer hohen Auslastung der Produktionskapazitäten und damit zu einer sehr hohen Belastung der Färbebäder führen.
Mit gut ausgerüsteten Färbebadanlagen, gut eingestellten Färbeelektrolyten und geeigneten Gestellen lassen sich farbige Oberflächen erzielen, die in ihren Abmessungen im Wesentlichen denen des Eloxalbades entsprechen. Darüber hinaus konnten durch die Weiterentwicklung und Verbesserung des Streuverhaltens, das maßgeblich für die Farbtiefe und -gleichmäßigkeit verantwortlich ist, die Färbezeiten deutlich reduziert werden. So konnten in verschiedenen Betrieben vier Warenträgerchargen mit einer maximal eloxierten Oberfläche innerhalb einer Stunde permanent über den Tag verteilt produziert werden.
Die Herausforderung der Instandhaltung der Bäder
Je nach Färbeverfahren bildet sich an der Badoberfläche durch die Färbung mit Wechselstrom und unabhängig davon durch die fortschreitende Oxidation durch Luftsauerstoff das unerwünschte Zinn(IV), das sich schließlich als unlösliches Zinn(IV)-dioxid (SnO2), als Sediment, im Farbbad anreichert. Dieses Sediment, das als gelblich-weißer Niederschlag erkennbar ist, ist von der Teilchenoberfläche her so klein, dass es sich nicht schnell auf dem Badboden absetzt. Stattdessen verteilen sich die kolloidalen Teilchen homogen im Bad und haften an allen benetzten Komponenten im Farbbad. Die Wände der Wanne, die Elektroden und die Zuleitungen werden nach und nach mit einem "Mantel" überzogen und müssen in regelmäßigen Abständen manuell gereinigt werden.
In stark frequentierten Bädern führt die ständige starke Badbewegung durch die ein- und auslaufenden Farbchargen nicht zu einem natürlichen Absetzen des entstehenden kolloidalen Niederschlages. Stattdessen schwimmen die Partikel verteilt im Bad und führen bei Erreichen einer Konzentrationsschwelle zu Produktionsproblemen auf den fertigen Oberflächen. Häufig bilden sich Zinn(IV)-Ablagerungen in Rillen oder anderen "Ruhezonen" der Bauteile, die in nachfolgenden Spülprozessen nicht mehr entfernt werden können. Eine nachträgliche Reinigung der Oberflächen ist zeit- und damit kostenaufwendig und führt oft nicht zum gewünschten Ergebnis. Um diese Ablagerungen auch ohne kostenintensiven Teileaustausch zuverlässig zu vermeiden, ist die Badpflege hier äußerst wichtig.
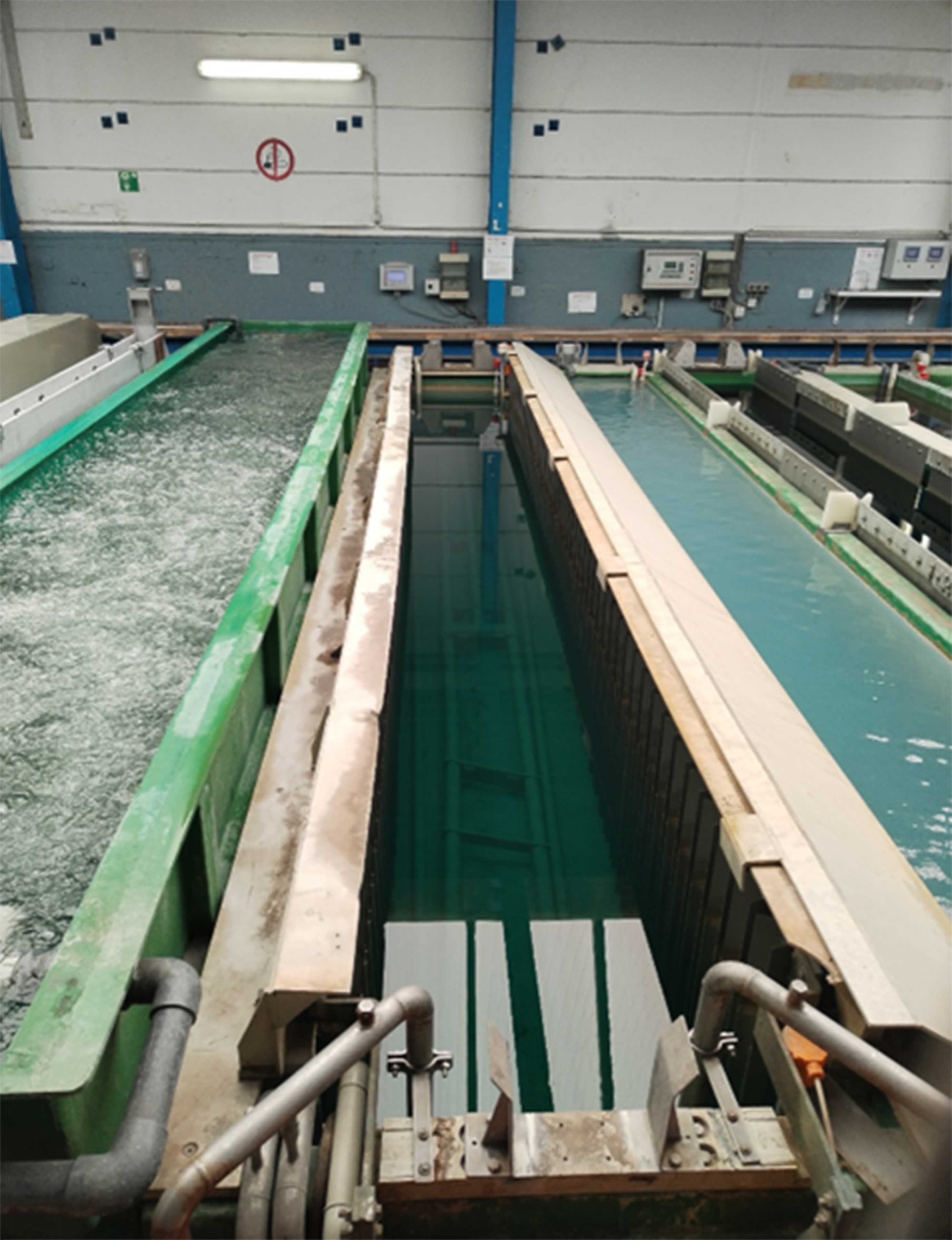
Klare Farbbäder verhindern Beschichtungsfehler
Nur optisch klare Farbbäder sind tatsächlich sedimentfrei und damit das einzige dauerhaft zuverlässige Mittel gegen solche Fehler. Dies gilt in ähnlicher Weise auch für die Farbspülung, die immer auf das Aktivbad folgt. Denn aufgrund des geringeren Säuregehalts fällt in diesem Bad nicht nur das bereits erwähnte Zinn(IV)-oxid, sondern auch das verschleppte Zinn(II)-sulfat aus, das als Zinn(II)-hydroxid SN(OH)2 ebenfalls zur Niederschlagsbildung und Verunreinigung des Wassers beiträgt.
Übrigens ist es problemlos möglich, beide Verfahrensschritte zu warten, ohne zweimal in Aufbereitungstechnik investieren zu müssen. Durch entsprechende Einbaumaßnahmen ist es möglich, die Bäder und Becken nacheinander zu warten. Ein Vorteil dieser ganzheitlichen Wartungsmaßnahme ist eine deutliche Reduzierung der chemischen Belastung der nachfolgenden Prozessschritte wie der Deionisationsspülung und der Verdichtung der Eloxalschicht.
Heiße Kompressoren sind besonders empfindlich
Gerade Heißkompaktoren, die bewusst mit rückstandsfreiem demineralisiertem Wasser betrieben werden, sind besonders empfindlich gegenüber eingeschleppten Metallverbindungen, die nicht nur unerwünschte Trübungen, sondern auch einen höheren Chemikalienverbrauch verursachen. Um rückstandsfreie Oberflächen zu erhalten, werden Heißkompaktoren in einem aufwendigen und sehr teuren Verfahren gefiltert oder im Neverdump-Verfahren, d.h. mit ständiger Teilerneuerung, betrieben, bei dem das Verdichtungsmedium (98°C) im Überlaufverfahren durch kaltes VE-Wasser ersetzt und aufwendig aufgeheizt wird. Bei der Heißkompaktierung ist die Bildung von kolloidalen Ausscheidungen auf Zinnbasis und deren "Behandlung" temperaturbedingt sehr viel schwieriger und daher sehr viel aufwändiger und oft erfolglos.
Das richtige Filtrationsverfahren für Farb- und Spülbäder muss in allen Belangen sorgfältig ausgewählt, dimensioniert und fachgerecht installiert werden. Dazu gehören insbesondere die Filterfläche, das Filtermedium, die Durchflussmenge, das Koagulationsmittel zur Vermeidung und Behandlung von kolloidalen Ausfällungen und die fachgerechte Rückführung des Mediums in den Aufbereitungstank, um alle Partikel zuverlässig zu erfassen. Gelingt dies, können kristallklare Farbbäder hergestellt werden, die optimale Ergebnisse in Bezug auf Farbe und Oberflächenqualität liefern.
Das neue Färbeverfahren wurde in einer deutsch-niederländischen Kooperation zwischen GMS-German-Surface-Technologies mit Sitz in Mendig und Corode, das zu KIN-Pompentechniek gehört, entwickelt. Beide Unternehmen arbeiteten im Rahmen der Kooperation an dem Projekt, wobei sich GMS auf den Elektrolyten, das Koaguliermittel und die Badinstallation konzentrierte, während Corode sich auf die Konstruktion und den Bau der Filteranlage konzentrierte.
Besonders wichtig ist hier zu erwähnen, dass durch das Schwefelsäurebad alle medienberührten Teile nicht durch Schwefelsäure korrodiert werden können. Auch Durchflussmenge und Filterfläche sind so dimensioniert, dass die eingesetzten Filter eine lange Standzeit haben und sich ein wasserdurchlässiger Filterkuchen aufbauen kann. Hier wurden Erfahrungswerte zur Filterstandzeit angesetzt, die dem Gesetz folgen, dass eine Verdoppelung der Filterfläche eine quadratische Verlängerung der eingesetzten Filtermedien zur Folge hat. Daraus ergibt sich eine wirtschaftliche Badpflegemaßnahme, die neben der spürbaren Qualitätsverbesserung auch die allgemeine Wartung des Farbbades erhöht. Die Wartungsintervalle werden dadurch deutlich verkürzt.

GMS German Metal Surface Technologies
www.gms-surface-technologies.com
Corode
www.corode.eu
Quellenangabe: MO - Magazin für Öberflächentechnik
Weitere Nachrichten lesen



Spezifische Änderungen
Wenn Sie spezifische Anpassungen unserer Corode-Produkte wünschen oder Fragen haben, können Sie uns gerne kontaktieren.