

Heldere baden - optimale kleuren
14 januari 2025
Geoptimaliseerde badverzorging voor verontreinigde elektrolytische verfbaden op basis van tin(II)sulfaat
Lichtechte kleuren van champagne tot brons tot zwart zijn helemaal in. Maar naarmate het aandeel van de productie in anodiseerbewerkingen toeneemt, kan dit leiden tot kwaliteitsproblemen door het toenemende aantal colloïdale deeltjes die worden afgezet op systeemcomponenten en onderdelen.
Lichtechte kleuren van champagne tot brons tot zwart komen steeds vaker voor bij anodiseerbewerkingen. Dit brengt op zijn beurt uitdagingen met zich mee als het gaat om het vermijden van coatingdefecten door het grotere aantal collodiale deeltjes dat geproduceerd wordt. Geoptimaliseerde filtratie en coagulatie zijn nodig om een constant hoge kwaliteit en een laag verbruik van grondstoffen te garanderen. Kleurbaden voor het kleuren van geanodiseerd aluminium op basis van tin(II) sulfaat worden al tientallen jaren gebruikt in anodiseerinstallaties. Met deze baden worden lichtechte kleuren van champagne tot brons tot zwart geproduceerd. Lange tijd waren geverfde, geanodiseerde oppervlakken niet goed vertegenwoordigd in termen van bestellingen, maar dit is de laatste jaren veranderd.
Gekleurde oppervlakken worden heel vaak gebruikt in gespecialiseerde toepassingen. Deze combineren vaak hoge visuele eisen met de noodzakelijke technische eigenschappen van het zwarte oppervlak. Deze omvatten in het bijzonder corrosiebescherming, de isolerende eigenschappen van de anodiseerhuid en de fysisch bekende, betere warmtestraling van donkere oppervlakken. Dit gaat vaak gepaard met grote batchgroottes, die op hun beurt leiden tot een hoge benutting van de productiecapaciteit en dus tot een zeer hoge belasting van de verfbaden.
Met goed uitgeruste verfbadinstallaties, goed afgestelde verfelektrolyten en geschikte rekken kunnen gekleurde oppervlakken worden bereikt die in wezen qua dimensie overeenkomen met die van het anodiseerbad. Bovendien zijn de verftijden aanzienlijk verkort dankzij de verdere ontwikkeling en verbetering van het verstrooiingsgedrag, dat grotendeels verantwoordelijk is voor de kleurdiepte en uniformiteit. Als gevolg hiervan zijn verschillende bedrijven in staat geweest om vier batches productdragers te produceren met een maximaal geanodiseerd oppervlak binnen een uur op een permanente basis gedurende de dag.
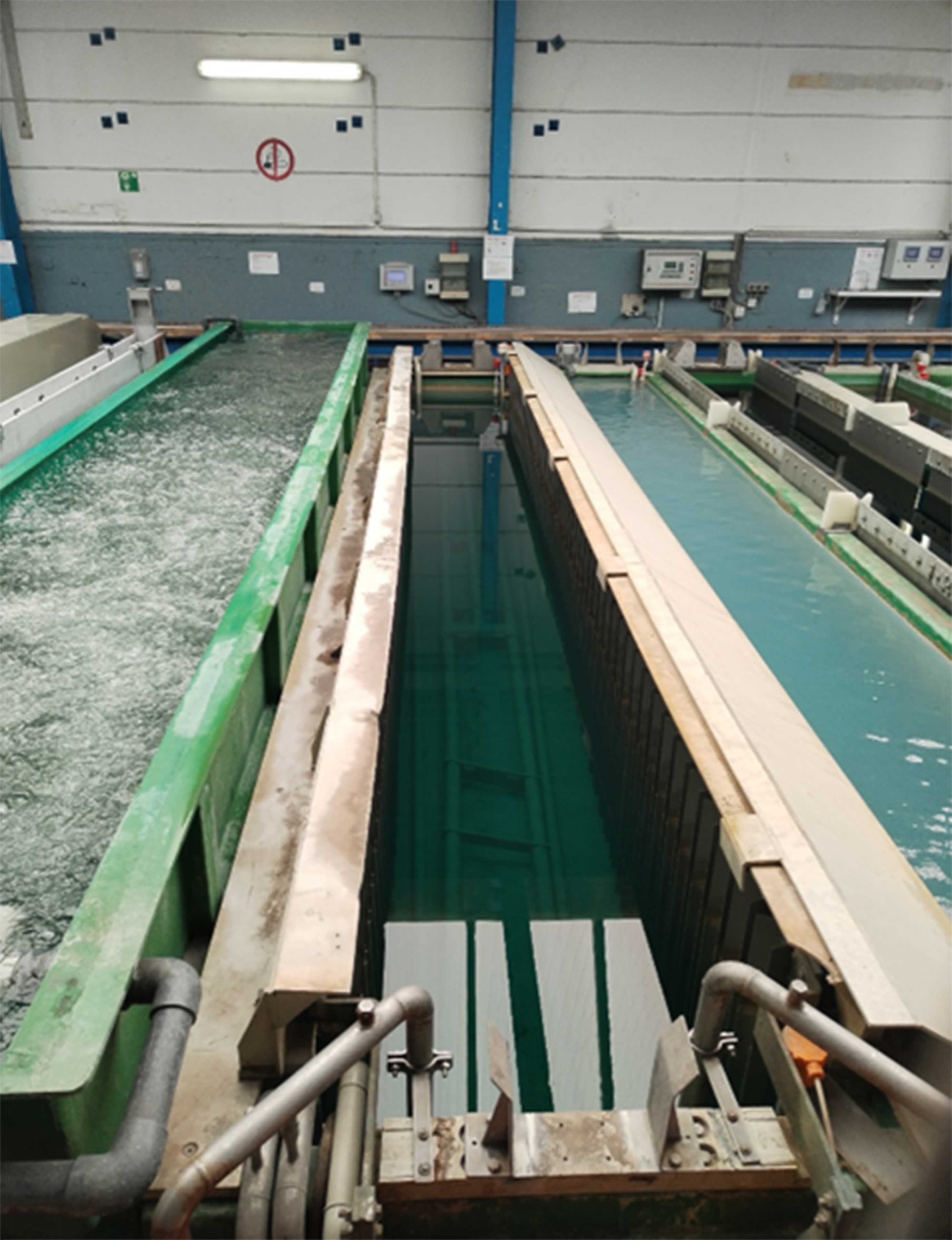
De uitdaging om de baden te onderhouden
Afhankelijk van het kleurproces wordt het ongewenste tin(IV) gevormd op het oppervlak van het bad door middel van kleuring met wisselstroom en, onafhankelijk hiervan, door de voortdurende oxidatie veroorzaakt door zuurstof uit de atmosfeer, dat zich uiteindelijk ophoopt in het kleurbad als onoplosbaar tin(IV) dioxide (SnO2), als sediment. Dit sediment, herkenbaar als een geelwit neerslag, is zo klein wat betreft het deeltjesoppervlak dat het niet snel naar de bodem van het bad zakt. In plaats daarvan worden de colloïdale deeltjes homogeen verdeeld in het bad en hechten ze zich aan alle bevochtigde onderdelen in het kleurbad. De wanden van de tank, elektrodes en toevoerleidingen worden geleidelijk bedekt met een "laag" en moeten regelmatig handmatig worden gereinigd.
In drukbezochte baden zorgt de constante sterke beweging van het bad door het in- en uitlopen van de kleurbatches niet voor een natuurlijke bezinking van het colloïdale neerslag. In plaats daarvan zweven de deeltjes verspreid in het bad en leiden ze tot productieproblemen op de afgewerkte oppervlakken zodra een concentratiedrempel is bereikt. Tin(IV) afzettingen verschijnen vaak in groeven of andere "rustgebieden" van de componenten, die niet verwijderd kunnen worden in latere spoelprocessen. De daaropvolgende reiniging van de oppervlakken is tijdrovend en dus duur en levert vaak niet de gewenste resultaten op. Om deze afzettingen op betrouwbare wijze te voorkomen, zelfs zonder dure vervanging van onderdelen, is badonderhoud hier uiterst belangrijk.
Heldere kleurbaden voorkomen coatingdefecten
Alleen optisch heldere kleurbaden zijn werkelijk sedimentvrij en daarom het enige permanent betrouwbare tegengif tegen dergelijke defecten. Dit geldt ook op een vergelijkbare manier voor de kleurspoeling die altijd volgt op het actieve bad. Door het lagere zuurgehalte slaat in dit bad namelijk niet alleen het al genoemde tin(IV)oxide neer, maar ook het meegevoerde tin(II)sulfaat - dat als tin(II)hydroxide SN(OH)2 ook bijdraagt aan de neerslagvorming en verontreiniging van het water.
Overigens is het eenvoudig mogelijk om beide processtappen te onderhouden zonder twee keer te hoeven investeren in behandelingstechnologie. Passende installatiemaatregelen maken het mogelijk om de baden en spoelbakken na elkaar te onderhouden. Een voordeel van deze holistische onderhoudsmaatregel is een aanzienlijke vermindering van de chemische belasting van de daaropvolgende processtappen, zoals de deïonisatiespoeling en het verdichten van de anodiseerhuid.
Hete compressoren zijn bijzonder gevoelig
Warme verdichters in het bijzonder, die bewust werken met residuvrij gedemineraliseerd water, zijn bijzonder gevoelig voor metaalverbindingen die worden meegevoerd en die niet alleen ongewenste troebelheid veroorzaken, maar ook een hoger chemicaliënverbruik. Om residuvrije oppervlakken te verkrijgen, worden warme verdichters gefilterd in een complex en zeer duur proces of werken ze met de 'neverdump'-methode, d.w.z. met constante gedeeltelijke verversing, waarbij het verdichtingsmedium (98°C) wordt vervangen door koud gedemineraliseerd water in het overstroomproces en tegen hoge kosten wordt verwarmd. Bij warme verdichtingsprocessen is de vorming van colloïdale neerslag op basis van tin en de "behandeling" daarvan veel moeilijker vanwege de temperatuur en daarom veel complexer en vaak onsuccesvol.
De juiste filtratiemethode voor kleurbaden en spoelbaden moet in alle opzichten zorgvuldig worden gekozen, gedimensioneerd en professioneel worden geïnstalleerd. Dit omvat met name het filteroppervlak, het filtermedium, het doorstroomvolume, het coagulant om colloïdale neerslag te voorkomen en te behandelen en de professionele terugvoer van het medium naar de behandeltank om alle deeltjes op betrouwbare wijze op te vangen. Als dit lukt, kunnen kristalheldere kleurbaden worden geproduceerd die optimale resultaten leveren wat betreft kleur en oppervlaktekwaliteit.
Het nieuwe verfproces werd ontwikkeld in een Duits-Nederlandse samenwerking tussen GMS-German-Surface-Technologies, gevestigd in Mendig, en Corode, dat deel uitmaakt van KIN-Pompentechniek. Beide bedrijven werkten aan het project binnen de samenwerking, waarbij GMS zich richtte op de elektrolyt, het stollingsmiddel en de badinstallatie, terwijl Corode zich richtte op het ontwerp en de bouw van de filtereenheid.
Het is vooral belangrijk om hier te vermelden dat het zwavelzuurbad betekent dat alle bevochtigde onderdelen niet kunnen worden aangetast door zwavelzuur. Het debiet en het filteroppervlak zijn ook zo gedimensioneerd dat de gebruikte filters een lange levensduur hebben en een waterdoorlatende filterkoek kunnen opbouwen. Hier werden empirische waarden voor de levensduur van de filter toegepast, die de wet volgen dat een verdubbeling van het filteroppervlak resulteert in een kwadratische verlenging van het gebruikte filtermedium. Dit resulteert in een economische maatregel voor het onderhoud van het bad die, naast de merkbare kwaliteitsverbetering, ook het algemene onderhoud van het kleurbad verhoogt. De onderhoudsintervallen worden hierdoor aanzienlijk verkort.

GMS Duitse metaaloppervlaktechnologieën
www.gms-surface-technologies.com
Corode
www.corode.eu
bronvermelding: MO - Magazin für Öberflächentechnik
Lees meer nieuws



Specifieke wijzigingen
Als je specifieke aanpassingen van onze Corode-producten wilt of als je vragen hebt, neem dan gerust contact met ons op.